|
Ce que vous allez apprendre dans cet article Points clés — Temps de lecture estimé : 9 minutes ▸ Le principe technique de la co-extrusion et de la tri-extrusion plastique ▸ Les combinaisons de matières les plus courantes et leurs propriétés ▸ Pourquoi la co-extrusion est souvent supérieure à l’assemblage de deux pièces distinctes ▸ Un tableau comparatif co-extrusion vs assemblage sur 7 critères clés ▸ Les applications industrielles concrètes par secteur : bâtiment, automobile, ferroviaire, éclairage |
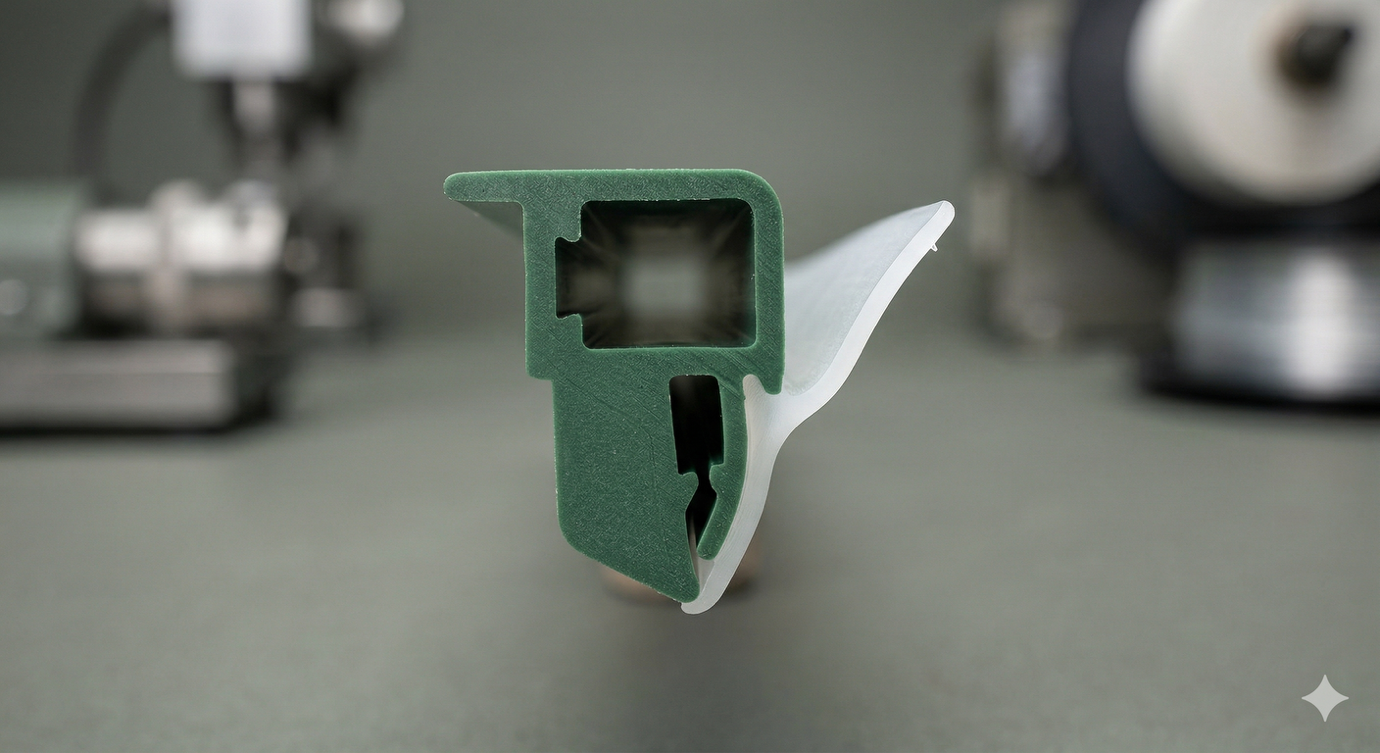
Dans de nombreux projets industriels, les ingénieurs font face à un défi classique : une pièce plastique doit être à la fois rigide pour tenir sa forme et souple pour assurer l’étanchéité ou absorber les chocs. La solution traditionnelle — assembler deux pièces distinctes — génère des coûts de fabrication supplémentaires, des risques de désolidarisation et des contraintes de montage.
La co-extrusion bi-matière répond à ce défi en une seule opération : deux matières plastiques différentes sont extrudées simultanément à travers une filière spéciale et s’assemblent de façon permanente à l’état fondu, créant un profilé aux propriétés combinées impossible à obtenir autrement.
Chez AP Extrusion, nous maîtrisons la co-extrusion et la tri-extrusion depuis plus de 20 ans. Cette expertise nous permet de concevoir des profilés bi-matière complexes pour des clients aussi exigeants qu’Alstom, Safran ou Renault. Dans ce guide, nous vous expliquons tout ce que vous devez savoir pour concevoir un profilé co-extrudé optimal.
Sommaire
- 1 Qu’est-ce que la co-extrusion ? Principe et fonctionnement
- 2 Les combinaisons de matières les plus utilisées en co-extrusion
- 3 Co-extrusion vs assemblage de deux pièces : le comparatif décisif
- 4 Comment concevoir un profilé co-extrudé : les étapes clés
- 5 Applications industrielles de la co-extrusion par secteur
- 6 Co-extrusion et développement durable : la question du recyclage
- 7 Foire aux questions — Co-extrusion bi-matière
- 8 Sources
- 9 Conclusion
Qu’est-ce que la co-extrusion ? Principe et fonctionnement
Le principe de la co-extrusion
La co-extrusion est une variante de l’extrusion plastique dans laquelle deux extrudeuses distinctes alimentent simultanément une filière commune. Chaque extrudeuse traite une matière différente, et la filière est conçue pour guider les deux flux de matière fondue de façon à les faire se rejoindre et s’assembler dans la géométrie voulue, avant le refroidissement final.
L’assemblage entre les deux matières peut être de deux natures différentes, selon la compatibilité chimique des polymères utilisés :
- Adhésion chimique / moléculaire : les chaînes polymères des deux matières s’enchevêtrent à l’interface lors de la co-extrusion à l’état fondu. C’est le cas des combinaisons PVC/TPE bien formulées — l’assemblage est pratiquement indéfectible.
- Liaison mécanique : quand les matières ne sont pas chimiquement compatibles, la filière est conçue pour créer une géométrie d’accroche (languettes, rainures, contre-dépouilles) qui maintient mécaniquement les deux parties ensemble.
La tri-extrusion fonctionne sur le même principe avec trois extrudeuses et trois matières. Elle permet par exemple de produire un profilé avec un cœur recyclé, une peau de qualité vierge en surface, et une lèvre d’étanchéité souple — tout en une seule opération. Voir notre page dédiée à la co-extrusion et tri-extrusion pour les détails techniques.
La filière de co-extrusion : le cœur du procédé
La filière de co-extrusion est un outillage nettement plus complexe qu’une filière mono-matière. Elle comporte des canaux séparés pour chaque matière, qui se rejoignent en un point de confluence calculé précisément pour garantir une adhésion optimale et éviter le mélange des deux flux. Sa conception requiert une expertise pointue en rhéologie des polymères — la science du comportement des matières en écoulement.
Chez AP Extrusion, nos filières de co-extrusion sont conçues en interne par notre bureau d’études, ce qui nous permet d’optimiser les géométries de confluence pour chaque combinaison de matières. C’est une compétence rare qui nous différencie de nombreux extrudeurs qui sous-traitent la conception de leurs outillages. Découvrez notre approche Innovation & qualité.
Les combinaisons de matières les plus utilisées en co-extrusion
|
Matière rigide |
Matière souple |
Propriété combinée |
Applications typiques |
|
PVC rigide |
TPE / SEBS |
Rigidité + étanchéité souple |
Joints de portes, profilés d’huisserie, automobile |
|
PVC rigide |
PVC souple |
Structure + flexibilité |
Profilés de finition bâtiment, joints de vitrage |
|
PVC transparent |
PVC opaque |
Optique + habillage |
Diffuseurs LED, tubes d’éclairage |
|
PVC recyclé |
PVC vierge |
Économie + qualité surface |
Profilés à usage intérieur, agencement |
|
PP / PE |
TPE |
Résistance chimique + souplesse |
Agriculture, agroalimentaire, serre |
|
PC / PMMA |
TPU |
Transparence + absorption chocs |
Protections industrielles, signalétique |
|
ABS |
TPE |
Rigidité technique + grip |
Automobile, ferroviaire, aéronautique |
La combinaison PVC rigide + TPE souple est de loin la plus répandue dans notre production. Elle offre le meilleur compromis entre rigidité structurelle, souplesse fonctionnelle et coût matière. Les élastomères thermoplastiques (TPE) présentent en outre l’avantage d’être recyclables, contrairement aux élastomères vulcanisés classiques — un atout important dans le cadre de notre démarche développement durable.
La compatibilité chimique entre matières est un paramètre critique que nos experts de la matière plastique vérifient systématiquement avant de valider une combinaison. Selon le CEFIC, la formulation des mélanges polymères est l’un des leviers d’innovation les plus actifs dans l’industrie plastique européenne [1].
Co-extrusion vs assemblage de deux pièces : le comparatif décisif
La vraie question que se posent les bureaux d’études n’est pas « co-extrusion ou injection » mais plutôt : « est-il plus efficace de co-extruder une pièce bi-matière ou de produire deux pièces séparées et de les assembler ? » Voici la réponse structurée :
|
Critère |
Co-extrusion |
Assemblage 2 pièces séparées |
|
Nombre d’opérations |
1 seule passe (extrusion simultanée) |
2 opérations distinctes + assemblage |
|
Tenue mécanique |
Adhésion chimique / moléculaire |
Liaison mécanique (risque décollement) |
|
Étanchéité |
Parfaite (pas de joint entre matières) |
Risque d’infiltration aux jonctions |
|
Coût de fabrication |
Moins élevé (pas d’assemblage) |
Plus élevé (manutention, colle, temps) |
|
Risque de défaut |
Faible (procédé continu) |
Plus élevé (désassemblage possible) |
|
Design |
Formes complexes sans contrainte |
Limité par les possibilités d’assemblage |
|
Délai de production |
Rapide |
Plus long (deux productions + assemblage) |
Le gain le plus significatif est souvent invisible dans les calculs initiaux : l’élimination du risque de défaillance à long terme. Un assemblage collé ou clipsé peut se désolidariser sous l’effet des cycles thermiques, des vibrations ou du vieillissement UV. Une co-extrusion bien formulée produit une liaison qui dure autant que la pièce elle-même.
Comment concevoir un profilé co-extrudé : les étapes clés
Étape 1 — Définir les zones fonctionnelles
Commencez par identifier clairement quelles zones du profilé doivent être rigides et quelles zones doivent être souples. Dessinez la section transversale en distinguant les deux matières. Cette étape est souvent plus simple qu’elle n’y paraît : dans la majorité des cas, la répartition rigide/souple est dictée par la fonction du profilé.
Étape 2 — Choisir les matières
Consultez nos experts de la matière plastique pour valider la compatibilité chimique des deux matières et leur comportement à la co-extrusion. Les paramètres clés sont : la température de fusion, la viscosité à l’état fondu, et l’indice d’adhésion entre les polymères. Une mauvaise combinaison produit un profilé qui se décolle à la première sollicitation mécanique.
Étape 3 — Spécifier les tolérances et les épaisseurs minimales
En co-extrusion, l’épaisseur minimale de la zone souple est un paramètre critique. Une lèvre TPE trop fine est difficile à contrôler en production et peut présenter des variations importantes. En règle générale, une épaisseur minimale de 0,5 mm est recommandée pour la zone souple. La norme ISO 2768 s’applique pour les tolérances générales [2].
Étape 4 — Valider le prototype
Comme pour toute extrusion sur mesure, le prototypage est une étape incontournable. Le premier essai permet de vérifier l’adhésion entre les matières, les cotes dimensionnelles, et le comportement mécanique de l’ensemble. AP Extrusion assure le prototypage en interne avec des délais de 1 à 2 semaines. Découvrez le processus complet de conception de A à Z.
Applications industrielles de la co-extrusion par secteur
Bâtiment et construction
Le secteur bâtiment est le plus gros consommateur de profilés co-extrudés. Les applications les plus courantes chez AP Extrusion :
- Profilés d’huisserie PVC rigide + lèvre TPE souple : intégration du joint d’étanchéité dans le profilé, suppression de l’opération de collage de joint en usine de menuiserie
- Joints de dilatation bi-matière : corps rigide pour la fixation + âme souple pour l’absorption des mouvements thermiques
- Cornières de protection avec bord souple anti-choc : évite l’ajout d’un profilé de protection séparé
Automobile et véhicules utilitaires
L’industrie automobile utilise intensivement la co-extrusion pour ses profilés d’étanchéité :
- Profilés d’étanchéité de portes arrières de camions : PVC rigide pour la structure + EPDM ou TPE souple pour le contact avec la carrosserie
- Profilés de protection de ridelles : corps rigide résistant aux chocs + bord souple anti-rayure
- Tubes de guidage bi-matière : rigidité axiale + souplesse radiale pour l’absorption des vibrations
Ferroviaire
Dans le secteur ferroviaire, les exigences de la norme EN 45545 (résistance au feu) s’appliquent aux deux matières simultanément. AP Extrusion maîtrise les formulations PVC et TPE retardateurs de flamme permettant de satisfaire les niveaux de risque HL1 à HL3 de cette norme [3]. Nos profilés co-extrudés équipent des trains produits par nos clients dont certains des plus grands noms du ferroviaire européen.
Éclairage et luminaires
Le secteur éclairage tire profit de la co-extrusion transparente/opaque : un corps de luminaire opaque co-extrudé avec un diffuseur transparent ou translucide, produit en une seule passe. Cette solution élimine l’assemblage clips + diffuseur et réduit significativement le nombre de références de composants à gérer.
Agriculture
Pour le secteur agriculture, AP Extrusion produit des profilés de jonction et de terminaison pour serres : corps rigide pour la fixation sur la structure métallique + joint souple intégré pour l’étanchéité au niveau des panneaux polycarbonate. La matière est sélectionnée pour sa résistance aux UV et sa durabilité en conditions extérieures.
Co-extrusion et développement durable : la question du recyclage
Un profilé bi-matière pose une question légitime : est-il recyclable ? La réponse dépend de la combinaison de matières choisie.
Bonne nouvelle : les combinaisons PVC/TPE, qui représentent la majorité de notre production co-extrudée, sont recyclables dans des filières spécialisées. AP Extrusion recycle 100 % de ses chutes et rebuts de production en interne, y compris les chutes de co-extrusion, conformément à notre engagement économie circulaire.
Pour les projets où la recyclabilité en fin de vie est un critère, nous recommandons de privilégier des combinaisons de matières proches : par exemple PVC rigide + PVC souple (même famille polymère, facilement recyclable ensemble) plutôt que PVC + PP (familles différentes, tri requis). Selon PlasticsEurope, les innovations en éco-conception des pièces bi-matière sont l’un des axes prioritaires de la feuille de route de recyclabilité de la plasturgie européenne à l’horizon 2030 [4].
Foire aux questions — Co-extrusion bi-matière
Q — Quelle est la différence entre co-extrusion et bi-injection ?
La co-extrusion produit des profilés longs à section constante en combinant deux matières dans une filière commune. La bi-injection produit des pièces 3D complexes en injectant successivement deux matières dans un moule. Le choix dépend de la géométrie : pour des pièces linéaires, la co-extrusion est plus économique et plus performante. Pour des pièces 3D complexes bi-matière, la bi-injection s’impose.
Q — Toutes les matières plastiques peuvent-elles être co-extrudées ensemble ?
Non. La co-extrusion requiert une compatibilité entre les températures de fusion des deux matières et une adhésion chimique ou mécanique à l’interface. Certaines combinaisons sont naturellement incompatibles et nécessitent un agent de liaison (tie layer) ou une conception mécanique d’accroche. Nos experts matériaux valident la faisabilité de chaque combinaison avant de lancer la conception de la filière.
Q — La co-extrusion est-elle plus chère que l’extrusion mono-matière ?
La filière de co-extrusion est plus complexe et donc plus coûteuse à produire qu’une filière mono-matière. Le coût de production est également légèrement supérieur (deux extrudeuses, réglages plus complexes). Mais ce surcoût est généralement largement compensé par l’élimination des opérations d’assemblage et la réduction des rebuts qualité liés aux défauts d’assemblage.
Q — Qu’est-ce que la tri-extrusion et quand l’utiliser ?
La tri-extrusion combine trois matières dans un seul profilé. Les applications typiques : profilé à cœur recyclé + peau vierge + lèvre souple, ou profilé avec trois zones fonctionnelles distinctes (rigide / semi-rigide / souple). La tri-extrusion est plus complexe et plus coûteuse que la co-extrusion, mais elle offre une polyvalence fonctionnelle unique pour des applications très spécifiques.
Q — AP Extrusion peut-il reproduire un profilé co-extrudé concurrent ou existant ?
Oui. AP Extrusion peut analyser un profilé co-extrudé existant — sur présentation d’un échantillon — et identifier les matières, les épaisseurs et la géométrie de confluence pour en concevoir une reproduction. Nous assurons la confidentialité totale et nous adaptons le process pour garantir une qualité équivalente ou supérieure. Soumettez votre projet ici.
Sources
[1] CEFIC — European Chemical Industry Council — Innovation en formulation des mélanges polymères en Europe
[2] ISO 2768 — Tolérances générales — Normes de tolérances applicables aux profilés extrudés et co-extrudés
[3] CEN — Norme EN 45545 — Protection contre l’incendie dans les applications ferroviaires
[4] PlasticsEurope — Roadmap 2030 — Feuille de route recyclabilité des pièces plastiques bi-matière en Europe
[5] REACH — Agence Européenne des Produits Chimiques — Réglementation sur les substances dans les matières plastiques industrielles
Conclusion
La co-extrusion bi-matière n’est pas une technique réservée aux grandes séries ou aux industries de pointe : c’est une solution accessible, économique et performante pour tout projet nécessitant un profilé combinant rigidité et souplesse dans une seule pièce. Elle élimine les opérations d’assemblage, améliore la tenue mécanique et réduit les coûts de production sur la durée.
Pour aller plus loin, découvrez comment se déroule le processus de conception d’un profilé sur mesure chez AP Extrusion, ou comparez extrusion et injection moulage pour affiner votre choix de procédé. Nos experts de la matière plastique sont disponibles pour analyser votre projet.
|
Vous avez un projet de profilé co-extrudé bi-matière ? Notre bureau d’études analyse votre cahier des charges sous 48h ▸ Formulaire en ligne : ap-extrusion.com/contact/ ▸ Téléphone : 03 44 25 51 17 ▸ Email : commercial@ap-extrusion.com ▸ Envoyez un croquis ou un échantillon — réponse garantie sous 48h ouvrées |