|
Ce que vous allez apprendre dans cet article Points clés — Temps de lecture estimé : 8 minutes ▸ Les principes fondamentaux de l’extrusion plastique et du moulage par injection ▸ Un tableau comparatif complet : coûts, délais, géométries, matières, volumes ▸ Les critères décisifs pour choisir l’une ou l’autre technique selon votre projet ▸ Les cas où la co-extrusion offre une troisième voie souvent méconnue ▸ Des exemples concrets d’applications industrielles pour chaque procédé |
Lorsqu’un bureau d’études ou un responsable achats doit spécifier une pièce plastique, la question revient inévitablement : vaut-il mieux partir sur de l’extrusion ou sur de l’injection moulage ? Ces deux procédés sont les plus répandus dans la transformation des thermoplastiques — l’injection représente environ 31 % de la production plastique européenne et l’extrusion environ 36 % selon Plastics Europe [1] — mais ils répondent à des besoins radicalement différents.
Faire le mauvais choix en amont peut coûter cher : un moule d’injection inutilisé représente plusieurs dizaines de milliers d’euros d’investissement à fonds perdus, tandis qu’une filière d’extrusion conçue pour un profilé qui nécessitait en réalité une pièce 3D complexe génère des contraintes de montage coûteuses en production.
Chez AP Extrusion, spécialiste de l’extrusion de profilés plastiques sur mesure depuis plus de 20 ans à Creil (Oise), nous sommes régulièrement consultés par des ingénieurs qui hésitent entre les deux procédés. Cet article vous donne toutes les clés pour faire le bon choix dès la phase de conception.
Sommaire
- 1 Extrusion et injection : deux procédés fondamentalement différents
- 2 Tableau comparatif complet : extrusion vs injection moulage
- 3 Comparaison des coûts : outillage, production et coût total
- 4 La géométrie de la pièce : le critère le plus discriminant
- 5 Quand choisir l’extrusion ? Quand choisir l’injection ?
- 6 La co-extrusion : une troisième voie souvent méconnue
- 7 Compatibilité matières : ce que les deux procédés acceptent
- 8 Cas pratiques : extrusion ou injection ?
- 9 Foire aux questions
- 10 Sources
- 11 Conclusion
Extrusion et injection : deux procédés fondamentalement différents
Le principe de l’extrusion plastique
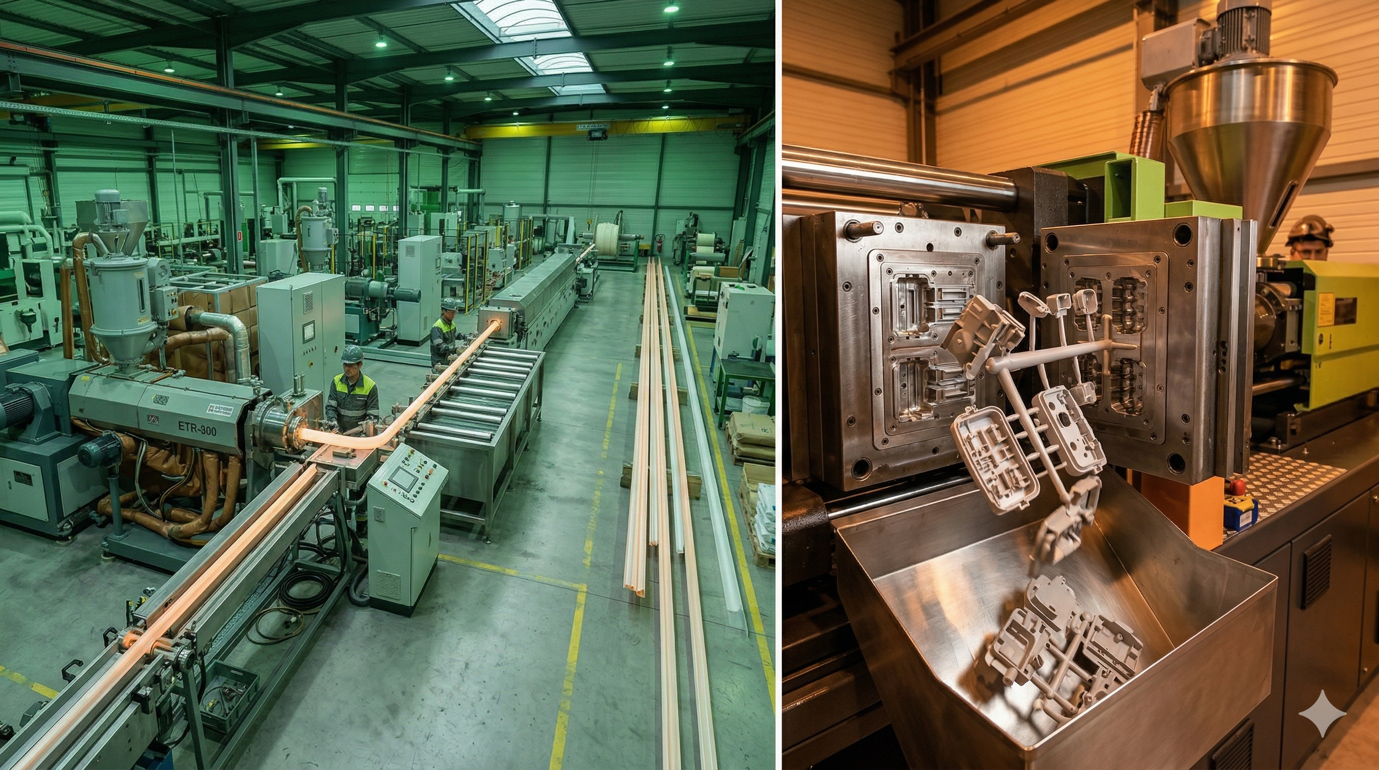
L’extrusion est un procédé continu : la matière plastique (sous forme de granulés) est fondue dans une vis sans fin chauffée, puis poussée en continu à travers une filière — un outillage qui donne au plastique sa section transversale définitive. Le profilé extrudé sort en longueur continue, est refroidi dans un bain d’eau ou par air forcé, puis découpé à la longueur souhaitée.
Ce procédé est idéal pour tout ce qui a une section constante sur sa longueur : tubes, joints, cornières, gaines, profilés de fenêtre, diffuseurs LED, profilés d’étanchéité, etc. Consultez notre gamme de profilés rigides et de profilés souples pour voir l’étendue des applications possibles.
Le principe du moulage par injection
L’injection moulage est un procédé discontinu : la matière plastique fondue est injectée sous haute pression dans un moule fermé, refroidit dans le moule, puis la pièce est éjectée. Chaque cycle produit une ou plusieurs pièces identiques en 3D.
Ce procédé excelle pour les pièces à géométrie complexe : boîtiers électroniques, clips, pièces avec nervures et inserts, composants mécaniques tridimensionnels. La contrainte principale est le coût du moule — un outillage précis et durci qui peut représenter un investissement de 5 000 à plus de 100 000 euros selon la complexité.
Tableau comparatif complet : extrusion vs injection moulage
|
Critère |
Extrusion plastique |
Injection moulage |
|
Type de pièce produite |
Profilés longs (linéaires, continus) |
Pièces 3D complexes (formes libres) |
|
Coût d’outillage initial |
Faible à modéré (filière) |
Élevé (moule d’injection) |
|
Coût par pièce (grande série) |
Très compétitif |
Compétitif |
|
Coût par pièce (petite série) |
Avantageux |
Moins avantageux (amorti sur volume) |
|
Longueur des pièces |
Illimitée (découpe à la longueur) |
Limitée par le moule |
|
Complexité géométrique |
Section constante sur la longueur |
Formes 3D complexes possibles |
|
Matières compatibles |
PVC, TPE, PE, PP, PC, ABS, PA… |
Quasi tous thermoplastiques |
|
Co-matière (bi-matière) |
Oui — co-extrusion / tri-extrusion |
Oui — bi-injection |
|
Délai de mise en production |
3 à 6 semaines (filière) |
8 à 20 semaines (moule) |
|
Changement de longueur |
Sans surcoût (simple découpe) |
Nouveau moule nécessaire |
|
Exemple d’application |
Joints, tubes, cornières, gaines |
Boîtiers, clips, pièces 3D |
Ce tableau met en évidence la complémentarité des deux procédés plutôt qu’une opposition frontale. Dans de nombreux projets industriels, les deux techniques coexistent : une pièce moulée par injection est fixée sur un profilé extrudé, par exemple dans le secteur de l’éclairage, de l’agencement de magasins ou du bâtiment. Découvrez nos applications dans nos secteurs d’activités.
Comparaison des coûts : outillage, production et coût total
Le coût de l’outillage
C’est souvent le premier critère qui oriente le choix. Une filière d’extrusion est un outillage relativement simple — généralement de l’acier usiné avec une ouverture calibrée à la section du profilé. Son coût est significativement inférieur à celui d’un moule d’injection, surtout pour des profils de géométrie modérée.
Un moule d’injection, en revanche, est un outillage de haute précision, souvent en acier trempé ou en aluminium, comportant plusieurs empreintes, un système d’éjection, des canaux de refroidissement et parfois des tiroirs ou des lames pour les contre-dépouilles. Son coût peut être 5 à 20 fois supérieur à celui d’une filière d’extrusion équivalente. Selon une analyse de l’industrie du futur, le coût de l’outillage représente en moyenne 30 à 60 % du coût total de développement d’une pièce plastique technique [2].
Le coût unitaire et le point mort
En extrusion, le coût au mètre linéaire est très stable quel que soit le volume, car il n’y a pas de frais fixes importants à amortir. La production peut démarrer sur de petites quantités sans pénalité significative sur le coût unitaire.
En injection, le coût unitaire décroît fortement avec le volume, car le moule est amorti sur la quantité de pièces produites. Pour des volumes faibles ou moyens, le coût unitaire en injection peut être très élevé. Pour des volumes importants, l’injection devient compétitive voire moins chère à la pièce.
Règle empirique : si votre besoin se mesure en mètres linéaires, pensez extrusion. S’il se mesure en nombre de pièces 3D avec des volumes importants, l’injection s’impose.
La géométrie de la pièce : le critère le plus discriminant
Au-delà des coûts, c’est la géométrie de la pièce qui dicte le choix dans la grande majorité des cas. Ce critère est binaire : soit votre pièce peut être produite par extrusion, soit elle ne le peut pas.
Ce que l’extrusion peut produire
L’extrusion produit des pièces dont la section transversale est constante sur toute la longueur. Cela inclut :
- Tous les profilés linéaires : tubes ronds, carrés, rectangulaires, ovales
- Les profilés de forme : cornières, T, H, U, L, glissières, rails
- Les profilés complexes : joints d’étanchéité, profilés nervurés, profilés creux multi-chambres
- Les profilés bi-matière via la co-extrusion : rigide + souple, opaque + transparent
La longueur est virtuellement illimitée — la pièce est simplement découpée à la longueur souhaitée, qu’il s’agisse de 10 cm ou de 6 mètres, sans surcoût d’outillage.
Ce que l’injection peut produire
L’injection excelle pour :
- Les pièces 3D complexes : boîtiers, couvercles, capots avec nervures et logos
- Les pièces avec des contre-dépouilles, clips intégrés, filetages
- Les pièces très courtes où la longueur variable n’est pas un avantage
- Les pièces nécessitant des inserts métalliques (bagues, écrous) surmoulés
Quand choisir l’extrusion ? Quand choisir l’injection ?
|
Choisir l’extrusion si… |
Choisir l’injection si… |
|
✓ Votre pièce a une section constante sur sa longueur |
✓ Votre pièce a une géométrie 3D complexe (nervures, clips, visserie intégrée) |
|
✓ Vous avez besoin de longueurs variables (découpe à la demande) |
✓ Vous avez besoin de volumes très importants pour amortir le moule |
|
✓ Votre volume est modéré à élevé en mètres linéaires |
✓ La précision dimensionnelle en 3D est critique |
|
✓ Vous cherchez un coût d’outillage faible pour tester le marché |
✓ Votre pièce est courte et ne nécessite pas de longueur variable |
|
✓ Votre application requiert une matière souple + rigide (co-extrusion) |
✓ Vous avez besoin d’inserts métalliques surmoulés |
|
✓ Vous opérez dans le bâtiment, l’automobile, le ferroviaire, l’agriculture |
✓ Votre application est électronique, médicale (boîtiers, dispositifs) |
Dans le doute, notre équipe technique peut analyser votre projet et vous recommander le procédé le plus adapté — sans engagement. Contactez-nous pour un avis d’expert.
La co-extrusion : une troisième voie souvent méconnue
Entre l’extrusion mono-matière et l’injection bi-injection, il existe une technique souvent sous-exploitée : la co-extrusion et la tri-extrusion. Ce procédé permet de combiner deux ou trois matières plastiques différentes dans un seul profilé extrudé, produit en une seule passe.
Les applications les plus courantes de la co-extrusion :
- Profilé PVC rigide + lèvre TPE souple : joint d’étanchéité intégré sans assemblage
- Profilé opaque + zone transparente : diffuseur LED avec corps de luminaire intégré
- Profilé recyclé en cœur + peau vierge en surface : économie matière + qualité esthétique
- Profilé bi-couleur : identification visuelle ou marquage intégré sans peinture
La co-extrusion élimine des opérations d’assemblage coûteuses — collage, clipsage, surmoulage — et améliore la tenue mécanique de l’ensemble. C’est une technique particulièrement valorisée dans les secteurs automobile, ferroviaire, bâtiment et aéronautique.
Compatibilité matières : ce que les deux procédés acceptent
Les deux procédés travaillent avec des thermoplastiques — des matières qui fondent à la chaleur et se solidifient au refroidissement, pouvant être retraitées. En revanche, les thermodurcissables (époxy, résine phénolique) ne peuvent pas être transformés par ces deux procédés standard.
Les matières les plus couramment utilisées en extrusion chez AP Extrusion :
- PVC rigide et souple : la matière phare de nos profilés techniques, disponible en toutes duretés Shore
- TPE / SEBS / TPU : élastomères thermoplastiques pour les joints et profilés souples
- PEHD : polyéthylène haute densité, résistant aux chocs et aux UV
- Polycarbonate (PC) et PMMA : pour les applications nécessitant transparence ou résistance aux chocs
- PP, ABS, PA : pour des applications techniques nécessitant des propriétés mécaniques avancées
- Matières recyclées et biosourcées : conformément à notre engagement développement durable, des matières recyclées sont disponibles pour réduire l’empreinte carbone de votre projet
Cas pratiques : extrusion ou injection ?
Cas 1 — Joint d’étanchéité pour porte de camion
Besoin : un joint flexible de 2,5 mètres, section en D, résistant aux UV et aux variations de température.
Verdict : extrusion. La section constante, la longueur importante et la matière souple (TPE ou PVC souple) orientent immédiatement vers l’extrusion. Une filière simple, un coût d’outillage maîtrisé, une production flexible en mètres linéaires. Voir notre page secteur automobile.
Cas 2 — Boîtier de commande électronique
Besoin : un boîtier ABS avec clips de fermeture, orifices pour connecteurs, logo en relief, produit à 50 000 pièces/an.
Verdict : injection moulage. La géométrie 3D complexe (clips, orifices, logo) et le volume important justifient l’investissement dans un moule d’injection. L’extrusion ne peut pas produire cette pièce.
Cas 3 — Profilé de vitrine pour magasin
Besoin : un profilé porte-étiquette transparent de 1,20 mètre, avec une lèvre de maintien souple, produit à 10 000 unités.
Verdict : co-extrusion. Corps rigide PMMA transparent + lèvre TPE souple, produit en une seule passe. Résultat supérieur à l’assemblage de deux pièces distinctes, coût d’outillage 3 à 5 fois inférieur à deux moules d’injection. Voir notre page agencement de magasins.
Foire aux questions
Q — Quelle est la principale différence entre extrusion et injection moulage ?
L’extrusion est un procédé continu qui produit des profilés de longueur variable à section constante (tubes, joints, cornières). L’injection est un procédé discontinu qui produit des pièces 3D complexes en cycle fermé. Le choix dépend avant tout de la géométrie de la pièce et des volumes nécessaires.
Q — L’extrusion est-elle moins chère que l’injection ?
L’extrusion présente généralement un coût d’outillage (filière) bien inférieur à celui d’un moule d’injection. Le coût unitaire en extrusion est stable quel que soit le volume, ce qui en fait la technique la plus économique pour les petites et moyennes séries mesurées en mètres linéaires. Pour des millions de pièces 3D identiques, l’injection peut devenir moins chère à la pièce.
Q — Peut-on combiner extrusion et injection dans un même projet ?
Oui, c’est même très courant dans de nombreux secteurs industriels. Un profilé extrudé peut être complété par des embouts, des clips ou des capuchons produits par injection. Les deux procédés sont complémentaires et souvent utilisés conjointement dans un assemblage final.
Q — La co-extrusion remplace-t-elle toujours l’injection bi-matière ?
Non. La co-extrusion est la meilleure option quand la pièce bi-matière est longue et à section constante. L’injection bi-matière (ou bi-injection) s’impose quand la pièce a une géométrie 3D complexe et que les deux matières doivent coexister dans des zones non linéaires.
Q — AP Extrusion peut-il m’aider à choisir entre extrusion et injection pour mon projet ?
Oui. Notre bureau d’études analyse votre cahier des charges et vous recommande le procédé le plus adapté, qu’il s’agisse d’extrusion, de co-extrusion ou d’un autre procédé. Soumettez votre projet ici — réponse sous 48h.
Sources
[1] Plastics Europe — Plastics the Facts — Répartition des procédés de transformation plastique en Europe
[2] Alliance Industrie du Futur — Analyse des coûts de développement de pièces plastiques techniques
[3] EuPC — European Plastics Converters — Données sur les volumes de production par procédé
[4] ISO 294 — Moulage par injection des plastiques — Normes applicables aux pièces injectées
[5] PlasticsEurope France — Chiffres clés de la transformation plastique française
Conclusion
Extrusion et injection moulage sont deux procédés complémentaires, chacun optimisé pour des familles de pièces bien définies. La règle d’or : si votre pièce a une section constante sur sa longueur, l’extrusion s’impose. Si elle est tridimensionnelle et produite en grande série, l’injection est la bonne voie. Et si vous avez besoin d’associer deux matières sur une pièce linéaire, la co-extrusion offre une troisième voie très souvent négligée.
Pour aller plus loin dans votre réflexion, découvrez comment se déroule le processus de conception d’un profilé plastique sur mesure chez AP Extrusion, ou consultez notre expertise en matière d’Innovation & qualité.
|
Un doute sur le procédé adapté à votre projet ? Notre bureau d’études analyse votre pièce gratuitement ▸ Envoyez votre croquis ou cahier des charges : ap-extrusion.com/contact/ ▸ Téléphone : 03 44 25 51 17 ▸ Email : commercial@ap-extrusion.com ▸ Réponse garantie sous 48h ouvrées |