Découvrez comment la co-extrusion révolutionne la conception de profilés performants en combinant plusieurs matériaux en une seule opération pour des solutions industrielles optimisées.
Sommaire
- 1 Introduction : La co-extrusion, technologie d’avenir pour les profilés multifonctionnels
- 2 Qu’est-ce que la co-extrusion et pourquoi est-ce stratégique ?
- 3 Les clés de conception d’une interface robuste
- 4 Processus industriel maîtrisé chez AP Extrusion
- 5 Contrôle qualité et validation des assemblages co-extrudés
- 6 Tendances du marché et innovations
- 7 FAQ – Co-extrusion et profilés bi-matière
- 8 Conclusion : La co-extrusion, technologie d’avenir pour l’industrie
Introduction : La co-extrusion, technologie d’avenir pour les profilés multifonctionnels
La co-extrusion de profilés représente aujourd’hui l’une des technologies les plus prometteuses dans l’industrie de la plasturgie. Cette technique permet de combiner plusieurs matériaux thermoplastiques en une seule opération de mise en forme, créant des profilés bi-matière aux propriétés complémentaires et aux performances supérieures.
Face aux exigences croissantes en termes de performance, durabilité et optimisation des coûts, la co-extrusion s’impose comme une solution incontournable pour les industriels cherchant à innover tout en rationalisant leurs processus de fabrication.
Qu’est-ce que la co-extrusion et pourquoi est-ce stratégique ?
Définition et principe technique
La co-extrusion consiste à faire passer simultanément plusieurs matériaux thermoplastiques à travers une filière spécialement conçue pour créer un profilé multicouche ou bi-matière. Cette technique permet d’obtenir en une seule passe des profilés combinant les avantages de chaque matériau utilisé.
Applications sectorielles innovantes
Secteur du bâtiment
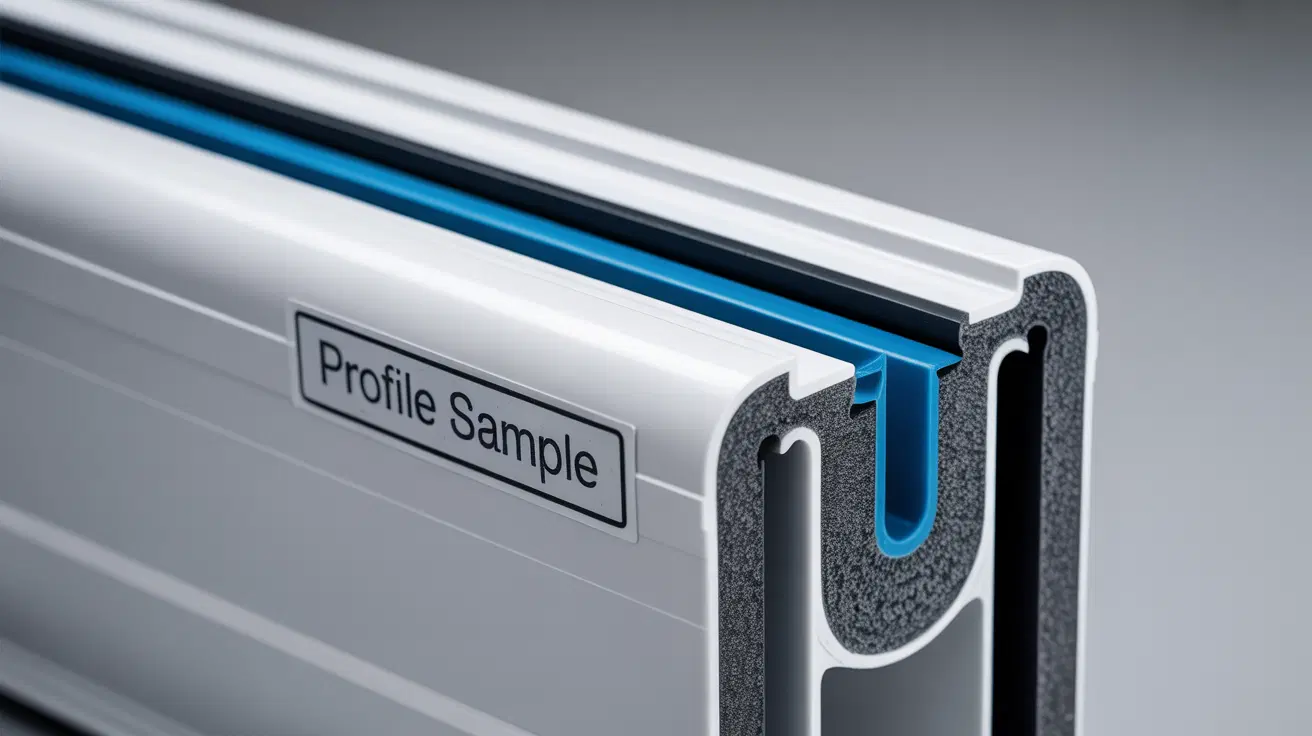
- Joints intégrés : profilés de menuiserie combinant structure PVC rigide et lèvres d’étanchéité TPE
- Profilés de façade avec isolation thermique intégrée
- Systèmes coulissants alliant guidage rigide et éléments anti-friction
- Bavettes d’étanchéité multi-matériaux pour applications spécifiques
Industrie médicale
- Tubing multi-couches pour dispositifs médicaux
- Cathéters bi-matière combinant rigidité et souplesse
- Connecteurs médicaux avec zones de préhension ergonomiques
- Dispositifs d’étanchéité biocompatibles
Secteur automobile
- Joints de portière intégrant structure et étanchéité
- Profilés de vitrage avec drainage intégré
- Éléments décoratifs fonctionnels
- Systèmes d’étanchéité moteur haute performance
Bénéfices clients concrets
Optimisation des processus d’assemblage
- Gain de temps : élimination d’étapes de montage secondaires
- Réduction des stocks : moins de références à gérer
- Simplification logistique : un seul composant au lieu de plusieurs
Design compact et fonctionnel
- Encombrement réduit grâce à l’intégration multi-matière
- Esthétique améliorée avec transitions invisibles entre matériaux
- Fonctionnalités intégrées impossibles avec des assemblages traditionnels
Durabilité et performance
- Liaison moléculaire entre matériaux plus fiable qu’un assemblage mécanique
- Résistance accrue aux sollicitations mécaniques et environnementales
- Durée de vie optimisée grâce à la complémentarité des matériaux
Les clés de conception d’une interface robuste
Compatibilité des matériaux
Analyse de compatibilité chimique
La réussite d’une co-extrusion PVC/TPE repose sur la compatibilité moléculaire des matériaux :
- Polarité similaire pour assurer l’adhésion interfaciale
- Températures de mise en œuvre compatibles
- Stabilité thermique équivalente durant le processus
Matériaux couramment associés
- PVC rigide + TPE : applications d’étanchéité
- PVC souple + PVC rigide : profilés structurels avec zones déformables
- PP + TPE : solutions automotive légères
- PC + TPU : applications techniques haute performance
Conception géométrique optimisée
Géométrie de l’interface
- Surface de contact maximale pour optimiser l’adhésion
- Profils d’accrochage mécanique pour renforcer la liaison
- Épaisseurs équilibrées pour éviter les contraintes différentielles
- Rayons de raccordement adaptés aux propriétés de chaque matériau
Gestion des dilatations différentielles
- Coefficients de dilatation : prise en compte des écarts entre matériaux
- Zones de liberté pour absorber les mouvements différentiels
- Conception compensatoire intégrant les variations dimensionnelles
Processus industriel maîtrisé chez AP Extrusion
Maîtrise du processus de co-extrusion
Système de calibrage adapté
- Calibres différentiels pour chaque matériau
- Refroidissement séquentiel adapté aux cinétiques de solidification
- Contrôle dimensionnel en temps réel sur chaque couche
Gestion thermique précise
- Profils de température optimisés pour chaque extrudeuse
- Zones de mélange contrôlées dans la filière de co-extrusion
- Refroidissement différentiel selon les propriétés thermiques
Tie-layers et agents de compatibilité
Pour les associations difficiles, utilisation d’agents de couplage :
- Tie-layers réactifs améliorant l’adhésion interfaciale
- Compatibilisants adaptés à chaque couple de matériaux
- Additifs d’adhésion spécifiquement formulés
Exemple de projet : Profilé de fenêtre bi-matière
Cahier des charges
- Structure principale : PVC rigide pour la résistance mécanique
- Joint intégré : TPE pour l’étanchéité eau/air
- Performances requises : étanchéité classe AE selon EN 12207-12208
- Durabilité : 25 ans en service extérieur
Solution technique développée
- Co-extrusion simultanée PVC-U + TPE thermoplastique
- Interface mécanique avec profil d’accrochage optimisé
- Formulation TPE spécifique résistant UV et ozone
- Validation par essais vieillissement accéléré
Résultats obtenus
- Réduction coûts : -25% vs assemblage traditionnel
- Temps de montage : divisé par 3 sur chantier
- Performance étanchéité : dépassement des exigences normatives
Contrôle qualité et validation des assemblages co-extrudés
Essais mécaniques spécifiques
Test T-Peel (Pelage en T)
- Principe : mesure de la force d’arrachement entre couches
- Norme : ISO 11339 adaptée aux profilés
- Critères : résistance minimale selon application (généralement > 5 N/mm)
- Fréquence : contrôle systématique sur chaque lot
Essais de traction interfaciale
- Objectif : validation de la cohésion sous contrainte normale
- Méthode : traction perpendiculaire à l’interface
- Valeurs cibles : fonction de l’application finale
Tests de vieillissement et durabilité
Cyclage thermique
- Protocole : cycles -40°C / +80°C selon application
- Durée : équivalent 10 ans de service selon profil d’usage
- Contrôles : maintien des propriétés mécaniques et d’étanchéité
Vieillissement UV accéléré
- Norme : ISO 4892 avec lampes xénon
- Paramètres : irradiance, température, humidité contrôlées
- Évaluation : aspect, propriétés mécaniques, adhésion interfaciale
Résistance chimique
- Milieux testés : selon environnement d’usage (détergents, solvants, etc.)
- Durée d’exposition : tests accélérés représentatifs
- Critères : stabilité dimensionnelle et maintien de l’adhésion
Documentation et traçabilité
Dossier technique complet
- Caractérisation matières premières utilisées
- Paramètres de mise en œuvre validés et tracés
- Résultats d’essais mécaniques et de vieillissement
- Certificats de conformité aux normes applicables
Suivi de production
- Contrôles en cours de fabrication : température, pression, vitesse
- Traçabilité lots : matières premières et conditions de transformation
- Plans de contrôle spécifiques à chaque référence
Tendances du marché et innovations
Co-extrusion tri-matière et multi-couches
Applications émergentes
- Profilés 3 couches : âme recyclée + peaux vierges esthétiques
- Structures sandwich : mousse structurelle + peaux rigides
- Gradients de propriétés : transition progressive entre matériaux
Avantages économiques et environnementaux
- Optimisation matière : utilisation de recyclé en âme protégée
- Allègement structures : mousses intégrées réduisant la densité
- Performances sur-mesure : adaptation locale des propriétés
Intégration du recyclage
Recyclé en couche intermédiaire
- Principe : protection du recyclé par des couches vierges externes
- Avantages : propriétés esthétiques préservées, performances maintenues
- Réduction impact : jusqu’à 40% d’empreinte carbone en moins
Économie circulaire
- Valorisation chutes : réintégration directe dans les âmes recyclées
- Traçabilité recyclée : conformité EN 15343 pour applications alimentaires
- Bilans environnementaux : ACV favorables vs matériaux vierges
Technologies émergentes
Co-extrusion réactive
- Principe : réactions chimiques in-situ durant l’extrusion
- Applications : matériaux auto-compatibilisés
- Avantages : propriétés interfaciales renforcées
Impression 3D multi-matériaux
- Développement : têtes de co-extrusion pour impression additive
- Perspectives : prototypage rapide de profilés complexes
- Industrialisation : production de petites séries économique
FAQ – Co-extrusion et profilés bi-matière
Quelles matières peut-on co-extruder ensemble ?
Les principales associations compatibles incluent :
- PVC rigide + TPE : menuiserie, étanchéité
- PVC souple + PVC rigide : profilés décoratifs
- PP + TPE : automobile, applications techniques
- PC + TPU : haute performance, transparence
Quelle est la différence entre bi-matière et multi-couche ?
- Bi-matière : deux matériaux différents avec fonctions distinctes
- Multi-couche : plusieurs couches du même matériau ou de matériaux similaires
- Objectifs différents : fonctionnalité vs optimisation économique/technique
Quels tests garantissent l’adhésion entre couches ?
Les essais de validation comprennent :
- Test T-Peel (ISO 11339) : résistance au pelage
- Traction interfaciale : cohésion sous contrainte normale
- Vieillissement accéléré : maintien de l’adhésion dans le temps
- Cyclage thermique : comportement aux variations de température
Peut-on intégrer du matériau recyclé en co-extrusion ?
Oui, plusieurs approches sont possibles :
- Couche intermédiaire recyclée protégée par des peaux vierges
- Mélange recyclé/vierge dans une des couches
- Valorisation chutes en circuit fermé
- Conformité EN 15343 pour applications réglementées
Quels secteurs utilisent principalement la co-extrusion ?
- Bâtiment : 45% (menuiserie, façade, étanchéité)
- Automobile : 25% (joints, profilés décoratifs)
- Médical : 15% (tubing, dispositifs)
- Industrie : 10% (convoyage, manutention)
- Autres : 5% (mobilier, électroménager)
Quels sont les coûts additionnels de la co-extrusion ?
- Outillage : +30 à 50% vs extrusion simple
- Mise au point : +20% temps de développement
- Matières premières : coût matériaux spécialisés
- ROI typique : 12-18 mois grâce aux économies d’assemblage
Conclusion : La co-extrusion, technologie d’avenir pour l’industrie
La co-extrusion de profilés bi-matière représente bien plus qu’une simple évolution technique : c’est une véritable révolution qui permet de concentrer plusieurs fonctionnalités en un seul composant, réduisant les coûts d’assemblage tout en augmentant la fiabilité et les performances.
Chez AP Extrusion, notre maîtrise des processus de co-extrusion, combinée à notre expertise en conception d’outillages spécialisés, permet d’accompagner nos clients dans le développement de solutions innovantes répondant aux défis industriels d’aujourd’hui et de demain.
L’avenir appartient aux profilés intelligents qui intègrent multiples fonctionnalités : structure, étanchéité, esthétique, recyclage. La co-extrusion est la clé pour y parvenir efficacement et économiquement.
Contactez AP Extrusion pour explorer comment la co-extrusion peut transformer vos projets et découvrir nos solutions sur-mesure de profilés bi-matière haute performance.